

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








注塑生产过程中,色差是出现频率最高的品质问题之一。母料批次波动、色母分散不均、注塑工艺参数偏移——任何一个环节的微小变化,都可能导致最终产品颜色偏离标准。更麻烦的是,同一批产品在车间看颜色正常,到了客户仓库却判定不合格,这种“灰色地带”的色差争议,往往让品控部门陷入被动。

一、五个维度排查色差根源
色差问题发生后,建议从以下五个维度进行系统排查:
母料批次差异。塑料母料本身具有基色,不同批次的基色不同是客观存在的。色差程度与基色差别成正比,这是源头因素。
色母质量与选择。色母是产生色差的最主要因素。着色剂的热稳定性、分散性、遮盖能力直接影响产品颜色。不同着色剂在不同温度下的分解速率不同,选用不当直接导致色差。
混合均匀性。色母因静电作用与主料分离、吸附于料斗壁,会造成注塑周期中色母量改变,导致批次间颜色不一致。混合工艺的控制同样关键。
注塑工艺稳定性。加热圈损坏、温控系统失控、背压波动等工艺参数变化,都会直接反映在颜色上。
设备与环境清洁。设备死角积料、模具油污、烘料斗灰尘等污染源,也会造成色差。
二、如何科学测量注塑件色差?
标准光源箱目视法:将产品与标准样板在标准光源箱内并排放置,在D65标准光源下进行比对。适用于快速初步判定,但无法量化,且不同人员判断结果可能存在差异。

仪器测色法:使用分光测色仪测量标准样板和试样,直接输出色差ΔE值,客观、可量化、可追溯,是目前行业品质管控的主流方法。
三、注塑件色差仪怎么选?三个维度一次看清
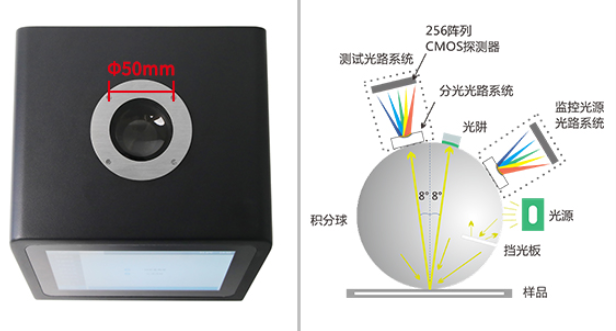
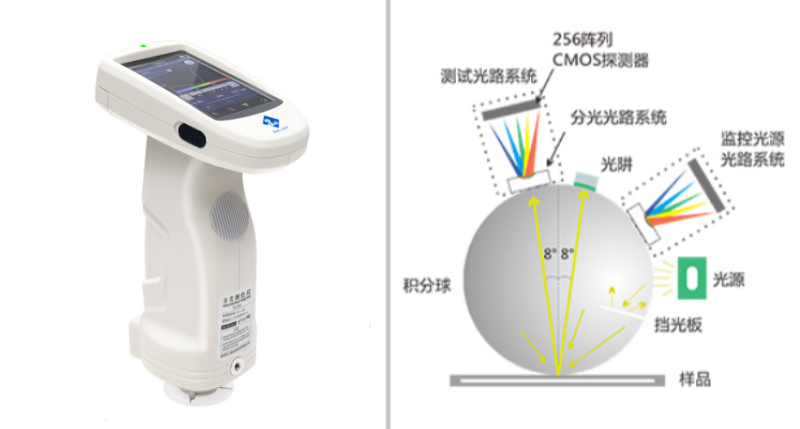
光学结构:注塑件首选D/8积分球结构,SCI/SCE双模式可消除表面纹理对测量结果的干扰;表面平整的注塑件也可选45/0结构。
测量口径:平面件选Φ8mm;大尺寸或异形件选大口径(如Φ50mm);小部件或窄边选Φ4mm。
精度定位:实验室研发与配色选高精度台式分光测色仪;产线抽检与来料管控选便携式分光测色仪。
三恩时推荐机型:
PS809大口径分光色差仪:Φ50mm超大测量口径,适配塑料颗粒、板材、厚壁件等不规则样品,数据代表性强
TS7700便携式分光测色仪:双口径配置,实验室级精度,原料入厂检验与产线抽检两用
YS4560便携式分光测色仪:中端便携型,支持颜色精确传递,也可作为配色系统检测设备

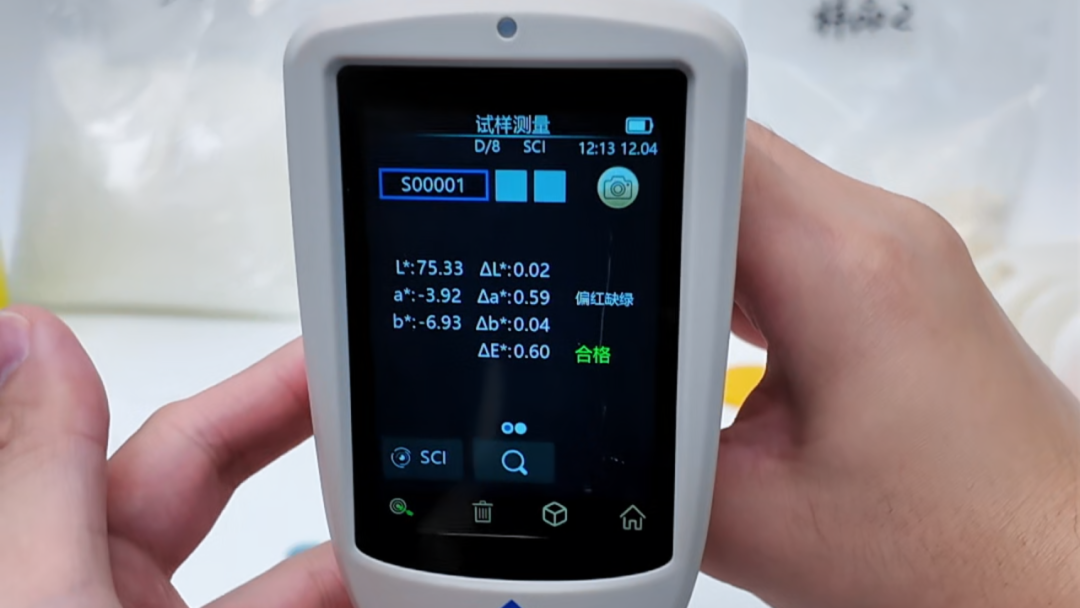
四、测量步骤(以TS7700为例)
样品准备:选取注塑件样品,确保表面平整、清洁、无划痕或脱模剂残留。仪器开机预热后进行黑白校准,选择测量参数(D65光源、10°观察者角度)。

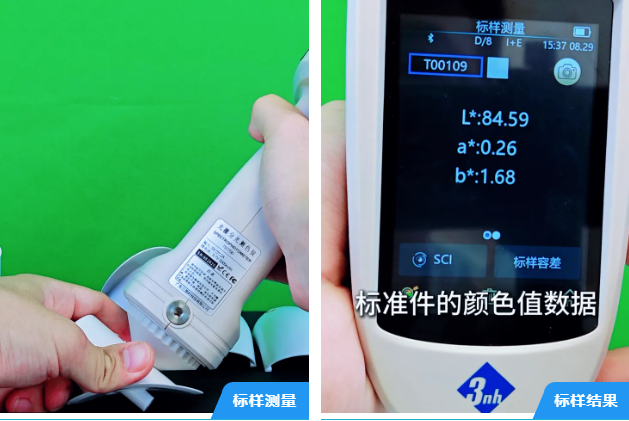
标样测量:将测量口紧贴注塑件表面,避免漏光,按下测量键读取标样数据。
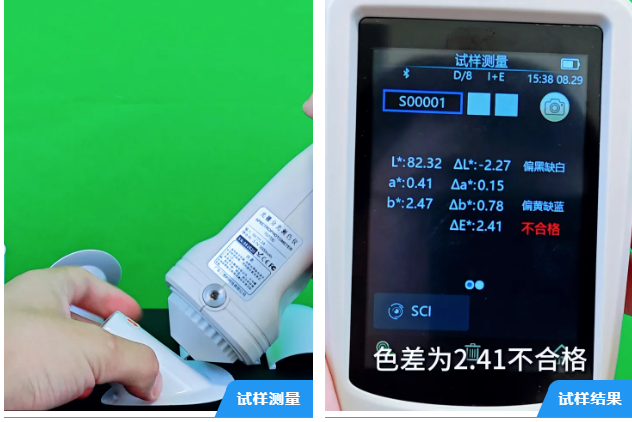
试样测量:切换至试样测量界面,重复上述操作,仪器自动计算色差ΔE值。
数据管理:测量结果可直接保存或导出,连接SQCX上位机软件可进行深度数据分析与批次追溯。

五、注塑件色差标准参考
行业通用标准:注塑件色差要求一般为3-4级以上(参照GB/T 250-2008,对应ΔE值约2.85以内)。不同产品类型有差异:
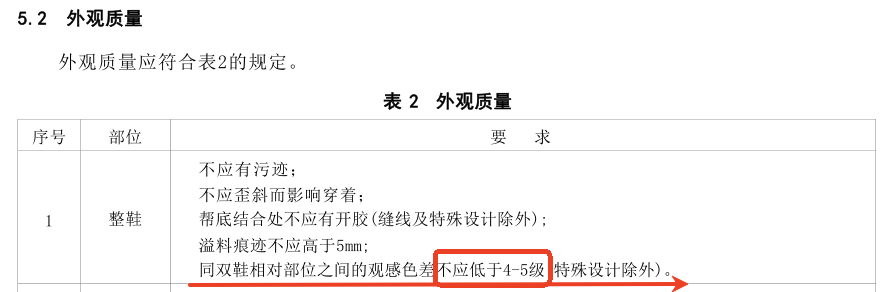
注塑鞋(HG/T 3084-2023):同双鞋相对部位色差不应低于4-5级(ΔE≤1.0)
注塑包边钢化玻璃(JC/T 2202-2014):色差ΔE≤1.5

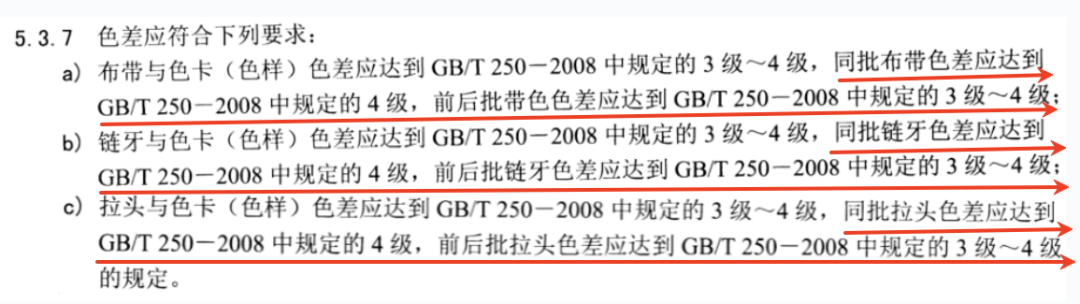
注塑拉链(QB/T 2172-2014):同批色差4级(ΔE≤2.0),前后批次色差3-4级(ΔE≤2.85)
一般注塑件:无明显肉眼可见色差,通常要求ΔE≤2.0,具体以供需双方约定为准
六、配套推荐
三恩时P60+/T60+对色灯箱配备D65、TL84、CWF、UV等多种标准光源,符合ISO 3664、ASTM D1729等国际标准,是注塑件目视评色与同色异谱检测的必备工具。如需了解更详细的产品选型或注塑色差检测方案,欢迎联系三恩时技术团队。
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










