

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








选择正确的色差公式是工业色彩品控的核心前提,公式选错会导致 "数值合格但视觉差异明显",引发供应链纠纷与品质失控。本文结合GB/T 20147 系列国家标准与行业实践,从四个核心维度提供清晰的选型指南,帮助企业建立科学的色差评价体系。
一、第一原则:优先遵循客户明确要求
供应链合作中,客户指定的标准是最高优先级。不同品牌、不同地区的客户可能有自己的内部规范,务必在合同中明确以下信息:
具体采用的色差公式(如 ΔE*ab、CMC (2:1)、CIEDE2000)
公式的参数设置(如 CMC 的 l/c 值、CIE94 的 K_L/K_C 值)
测量条件(光源、观察者、几何条件、镜面光模式)
例如:欧美汽车品牌普遍要求使用 CIEDE2000 公式,国际纺织品牌多指定 CMC (2:1),国内部分传统行业仍沿用 ΔE*ab。提前明确标准可避免 90% 以上的验收纠纷。
二、第二原则:遵循行业通用惯例
若无客户特殊要求,应优先采用本行业的通用标准,这是行业长期实践验证的最优解:
纺织服装行业:首选CMC(l:c),国际通用参数为 l=2、c=1,对应国家标准 GB/T 8424.3-2022
印刷包装行业:首选CIE94,常用参数 K_L=1.4、K_C=1、K_H=1
塑料、涂料行业:基础品控用 ΔE*ab,高端产品用 CIEDE2000
汽车、高端电子、奢侈品行业:首选CIEDE2000,对应最新国家标准 GB/T 20147.6-2026
第三方检测机构:同时支持所有主流公式,根据委托方要求选择
三、第三原则:匹配精度与效率需求
根据不同工序的精度要求,灵活搭配使用不同公式,兼顾品质与效率:
基础快速抽检:用ΔE*ab,计算简单、速度快,适合原材料入库、生产线上的初步筛选
关键工序管控:用CMC 或 CIE94,比 ΔE*ab 更贴合人眼感知,适合喷漆、印刷、染色等核心工序
成品出厂验收:用CIEDE2000,精度最高,能有效避免 "数值合格但视觉不合格" 的问题
高精度研发场景:同时使用多种公式交叉验证,确保颜色数据的可靠性
四、第四原则:兼顾历史数据衔接
若企业有大量基于旧公式的历史数据,不宜突然全面切换新公式,应采用渐进式过渡方案:
过渡期内同时用新旧公式计算,建立两者的对应关系
新批次产品逐步采用新标准,老批次产品仍用原标准评价
保留旧公式的计算功能,用于历史数据的查询与对比
五、特殊场景的公式选择
荧光色、增白剂产品:优先选择 CIEDE2000,其对荧光成分的色差评价更准确
金属漆、珠光漆等效果漆:需结合多角度色差公式,同时使用 CIEDE2000 进行基础评价
同色异谱检测:需在多种光源下分别计算色差,公式选择遵循上述原则
总结
色差公式的选择优先级为:客户明确要求 > 行业通用惯例 > 精度与效率需求 > 历史数据衔接。企业应根据自身产品特点与客户需求,建立标准化的色差评价流程,并定期根据行业标准更新进行调整。
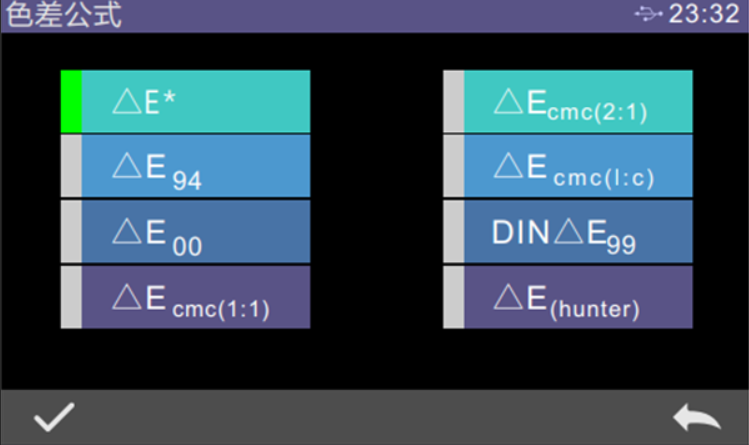
三恩时全系列分光测色仪与色差仪均内置 ΔE*ab、CMC、CIE94、CIEDE2000 等所有主流色差公式,支持自定义参数设置与一键切换,完全符合最新国家标准要求,可一站式满足各行业、各场景的色差检测需求。
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










