

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








1. 范围
本标准规定了以20°、45°、75°光泽度仪测定纸和纸板镜面光泽度的方法。20°光泽度测定法主要适用于铸涂纸、蜡光纸等高光泽度的纸和纸板,也适用于高印刷光泽度的纸和纸板印样。不适用于光泽度较低的涂布或未涂布的纸和纸板。
45°光泽度测定法主要适用于测定铝箔纸、真空镀铝纸等金属复合的纸和纸板。75°光泽度测定法主要适用于涂布纸及纸板,也可用于未涂布纸及纸板或低印刷光泽度的纸及纸板印样,试样的颜色和漫反射比的差别对测定光泽度的影响不大。
2. 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 450纸和纸板试样的采取(GB/T 450-2002,eqv ISO 186:1994)
GB/T 10739纸、纸板和纸浆试样处理和试验的标准大气条件(GB/T 10739-2002,eqv ISO 187:1990)
3. 术语和定义
下列术语和定义适用于本标准。
光泽度gloss
物体表面方向性选择反射的性质,这一性质决定了呈现在物体表面所能见到的强反射光或物体镜像的程度。
定向反射regular reflection、镜面反射specular reflection
遵循几何光学定律,没有漫射的反射。
漫反射diffuse reflection
宏观范围内,没有定向反射的反射。
镜面光泽度specular gloss
试样表面以镜面反射角反射到规定孔径内的光通量与相同条件下标准镜面的反射光通量之比,以百分数表示。
4. 原理
用光电检测器测定与法线成一定角度(20°、45°、75°)人射到试样表面,并从试样表面与法线成相应角度(20°、45°、75°)反射到规定孔径内的光,其结果显示在仪器上。

5. 仪器
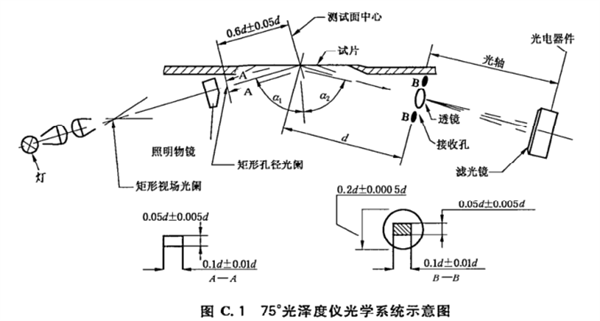
5.1 光学系统
5.1.1 光学系统由光源、透镜、试样压板和光电器件组成。
5.2光泽度标准
5.2.1 20°光泽度标准
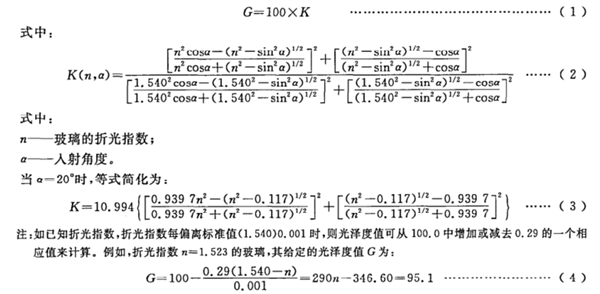
具有平整、洁净和抛光表面,在587.6 nm处的折光指数为1.540的黑玻璃。通过菲涅尔(Fesnel)公式给出光泽度值为100个光泽度单位。理论上镜面光泽度的标准是理想的、完全反射的平镜面,其光泽度值定为2199个光泽度单位。
5.2.1.1 高光泽度标准
洁净的抛光黑玻璃板,由其在 587.6 nm波长下测量的折光指数来计算20°镜面反射。如折光指数不是1.540,则光泽度值由下式计算:
5.2.1.2 中光泽度标准
具有平整的表面、与所测试的纸张有相近的反射通量分布,中心区域的光泽度均匀,且可稳定放在测量位置的陶瓷板。由权威实验室在符合5.1.1的仪器上用高光泽度标准作为比对进行校推。
注1:光泽度标准板不用时应放在密闭的盒内,保持清洁,防止其表而受到污染或损伤。切勿将标准板的工作面朝下放置,以免胜污或磨损。手持标准板时,应握在标准板边缘,以免手上的油汗沾污标准板的工作表面。标准板可浸在热水和淡洗涤液(不能用肥皂水)中,用软毛刷轻轻剧洗。然后用近65C的热水冲洗,漂清洗涤液,最后用蒸馏水漂洗干净,放在约70C烘箱中烘干。高光泽度标准板可用不掉毛的脱脂擦镜纸或其他吸收性材料轻轻擦净,但中光泽度标准板不宜擦拭。
注2:几年之后,高光泽度标准板表面的折光指数会逐渐降低,光泽度值也会随之发生变化。因此建议每隔一年由上级计量部门检定一次,最好重新抛光表面以恢复其原状。
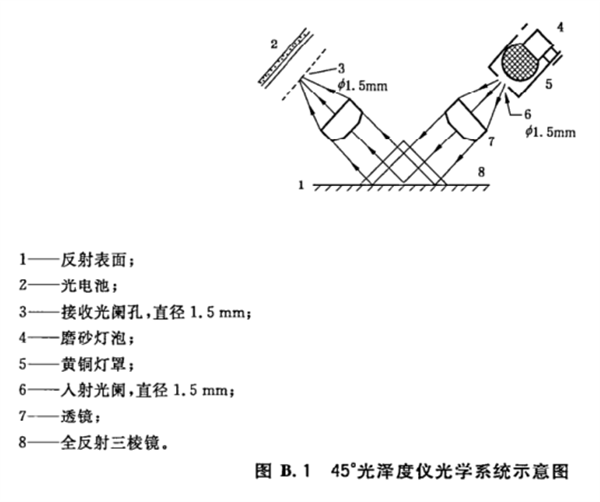
5.2.2 45°光泽度标准
光泽度标准表面是一个全部内反射45的直角三棱镜的斜边面,该表面衬在阳极氧化铝板上。三棱镜的尺寸是25 mmX25 mmX35.3 mm,用硬冕玻璃制成,折光指数为1.50~1.52。在25 mm距离内,能吸收可见光1.5%~2.0%,且其镜面反射率因数应在80%~90%。光泽度标准应定期由上级计量部门标定。
5.2.3 75°光泽度标准
具有平整、洁净和抛光表面,在589.26 nm处的折光指数为1.540的黑玻璃。通过菲涅尔(Fesnel)公式给出光泽度值为100个光泽度单位。理论上镜面光泽度的标准是理想的、完全反射的平镜面,其光泽度值定为3844个光泽度单位。
5.2.3.1 高光泽度标准
洁净的抛光黑玻璃板,由其在589.26 nm波长下测量的折光指数来计算75°镜面反射。符合5.2.1.1.注:如已知折光指数,若折光指数每偏离标准值(1.540)0.001时,则光泽度值可从100.0中增加或减去0.065的一个相应值来计算。例如,折光指数n=1.523的黑玻璃,其给定的光泽度值按式(4)计算,得出G=98.9.5.2.3.2中光泽度标准。
5.3 零光泽度标准
由黑色天鹅绒衬里的空阱或其他适宜的黑阱构成。
6. 试样制备
6.1 按GB/T 450规定取样,并按GB/T 10739 进行试样的处理和测定。
6.2 避开水印、斑点及可见纸病,在抽取的样品上沿纸页横幅均匀切取100 mmX100 mm试样5张。如需要两面测定,则应切取10张试样,并标明正反面。试样应保持清洁,不应用手接触测试面。
7. 仪器校准
7.1 接通电源,预热到规定时间。
7.2 选择测试角度,
7.3 换上零光泽度标准(5.3),调节读数至零。
7.4 标准值校准
7.4. 120和75°测试时,取下零光泽度标准(5.3)用高光泽度标准(5.2.1.1)校准仪器,将读数调节到标准板的标定值。然后换上中光泽度标准(5.2.1.2)读出光泽度值,该读数应与标准板的标定值接近。如果相差超过1个光泽度单位,应检查仪器的几何特性、光谱特性和光度计特性,或者重新检查两标准板的标定值。
7.4.2 45°测试时,取下零光泽度标准(5.3),用45°光泽度标准(5.2.2)将仪器读数校准到标定值。
8. 试验步骤
8.1仪器校准后,将试样待测面对着测试孔,纵向和横向各测定一次,然后换一张试样测定同一面,直至测完5张试祥;如需两面的光泽度,则另取5张试样按上述相同的步骤测试另一面的值。
8.2每一面取纵向和横向的平均值作为光泽度测定结果,以百分数表示,修约至整数。如需两面的光泽度则分别计算5片试样正面和反面光泽度的平均值,或根据需要计算其标准偏差和变异系数。
注;在测定过程中,可用标准板和黑筒多次校准仪器。当测定结束后,应再校准一次,以确保仪器始终校准无误。
9. 精确度
9.1 20光泽度
暂无可用数据。
9.2 45°光泽度
用符合本标准的仪器测定均匀试样时,其测定结果的再现性在2个光泽度单位以内。
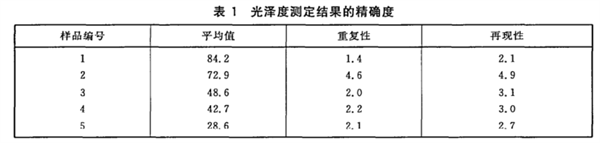
9.3 75°光泽度
表1所列的是至少25个实验室对5个试样纵向的测定结果,每个结果均基于10次测定,每次均测定正、反面。
10. 试验报告
试验报告应包括以下项目:
a)本标准编号并注明所采用的角度;
b)试样的标志和说明;
c)报告光泽度测定结果的平均值,或分别报告正面和反面的光泽度平均值;
d)根据需要,报告测定结果的标准偏差和变异系数;
e)偏离本标准的任何试验条件。
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










