

全部商品分类
-
- 品牌精选
-

-
- 品牌精选
-
-
- 品牌精选
-








在我们使用多角度分光光度仪进行测量得到数据的过程中,不管是人员误差还是设备误差,都是无法避免的,而我们的目标是要得到稳定而准确的数据,因此我们的最佳方式,就是尽量减少误差。
对于总计误差,会有几个因素的影响,如操作人员影响,内部设备台间差或内部型号台间差,设备的短期重复性以及再现性。
特性释义:
内部设备台间差(IIA):同一型号设备在同一样品上测量的一致性。
内部型号台间差(ITA):不同型号设备在同一样品上测量的一致性。
短期重复性:设备测量样品时不移动,测量多次数据得到的差异。
如果我们对误差进行量化,那么在我们的视觉容忍度中,有30%的差异可能来自于误差。
假设我们对于颜色的视觉容忍度为ΔE*小于1的话,那么在测量过程中的总计误差应小于30%,也就是人为误差加上设备的差异应当小于0.3,误差中设备的短期重复性以及台间差的大小会直接影响到总计误差。那么我们来研究多角度分光光度仪的短期重复性以及台间差就十分的有必要了。
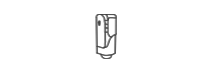
通常我们控制的是5个角度的颜色数据,这里就以5角度结构为例,可以看到,光源位于与法线呈45º位置,共有五个接收器,这五个接收器分别与镜面反射线呈15º、25º、45º、75º和110º。其比单角度结构仪器多了4个接收器,其测量的是不同角度的散射光。
45°照明时,为了区分这些角度,依次将其表示为: 45as15,45as25,45as45,45as75,45as110, as之前的数字表示光源与法线的角度值,as之后的数字为接收器与镜面反射光的角度值。
这里要值得注意的是设备的光源方向性,如光源结构图所示,光源是在仪器的一侧,而并非是在测量点的正上方,仪器旋转90°或180°测量,那就相当于光源位置以及观察角度都发生了变化,会导致测量数据的差异。所以在进行台间差对比的时候首先两台仪器的照明方向需保持一致。
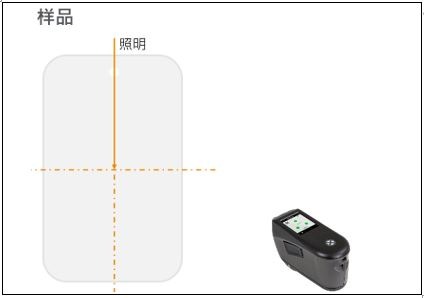
1. 短期重复性测试方法
测试准备:
﹡素色白色板一块
﹡板材为理想均匀的色板
﹡将仪器放置在样板中心
﹡触发测量时不移动仪器
测试方法:
1.进行10次连续测量
2.计算10次测量的平均值
3.计算平均偏差。
评判:
素色白 45as45< 0,02 ΔE*
范例:MA-5QC 重复性测试
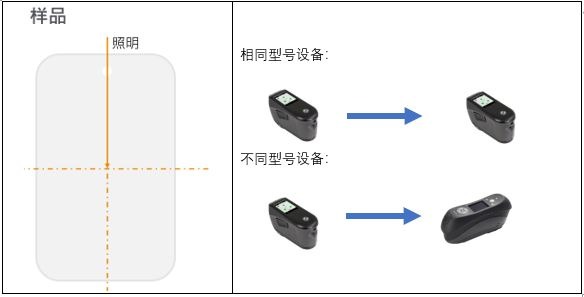
2. 台间差测试方法
台间差测试步骤方法
﹡选择相同型号或者不同型号设备两台
﹡选择代表颜色程序的样本集(至少5个)
﹡将每台仪器置于样品中心测量
﹡如果可能的话,使用定位器进行重复测量,找出每个仪器相同的测量点
﹡注意测试设备的照明方向需保持一致
﹡每个仪器触发三次测量
﹡计算每台仪器的平均值
﹡计算两者平均值之间的差异
由于珠光漆、金属漆的随角异色特性需要控制多个角度,同时颜色数据受色漆膜厚的均匀性影响相对素色漆更敏感,故测试步骤中通过三次测量取平均值来减少此影响。
400-888-5135
地址:广州市增城区低碳总部园智能制造中心B33栋6层
电话:020-82880288 (0755)26508999 (0755)27198826
手机:13500023589
邮箱:3nh@3nh.com
Copyright © 1998-2025深圳市天友利标准光源有限公司 旗下123仪器网 版权所有
主要产品系列:色差计,色差仪,国产进口色差计,便携式色差计,手持式色差计,标准光源对色灯箱,分辨率测试卡,色卡
12317仪器诚信联盟核心成员 站点地图
![]()










